Blow Molding 101
You can benefit from our experience and expertise, no matter if you are new to the industry, career changer or an industry veteran. Blow molding 101 explains the most common vocabulary of extrusion blow molding.
This 101 is a living document! It is updated frequently, and we continue collecting interesting topics for you. It is worthwhile to have a look from time to time! Let us know if something is missing using our Contact form.
Accumulator head
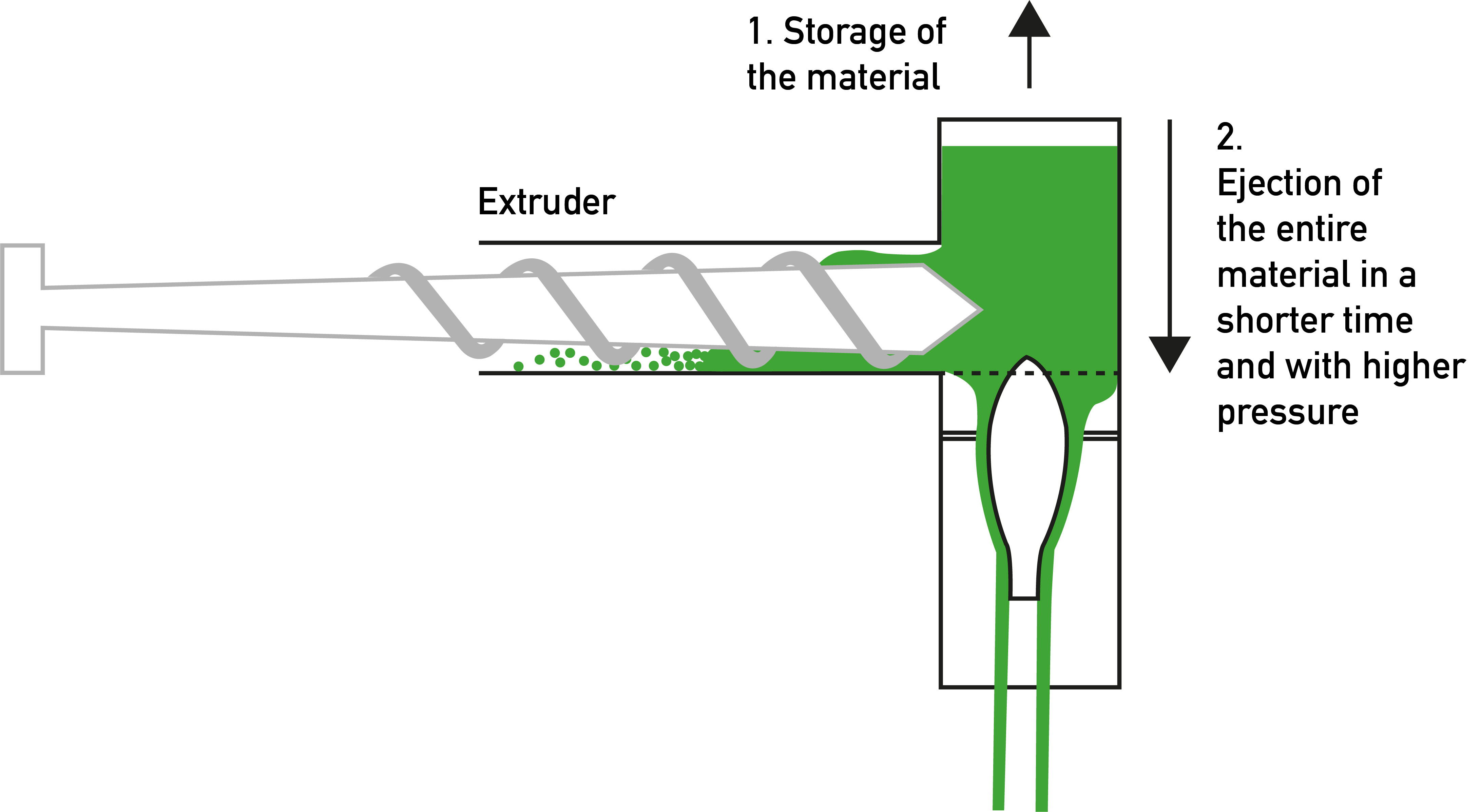
An accumulator head is an extrusion head that is equipped with an additional material storage. The material is extruded into the accumulator and then pushed out sequentially. See also discontinuous-Extrusion! This is especially helpful with particularly large plastic parts, because the material is too heavy to be processed continuously.
Additives

As the name suggests, additives are chemical compounds, which can be mixed or added to polymer materials used in extrusion blow molding. The best example for an additive in extrusion blow molding is the masterbatch, where color pigments are added to the base material.
However, there are also additives that change the properties of the plastic.
For example: UV stabilizers protect the finished plastic part against UV radiation and prevent it from changing its properties or appearance as a result.
Other additives can be flame retardants, lubricants, nucleating agents or additives for mechanical recycling.
Adhesive layer

An adhesive layer is necessary to avoid delamination of non-bonding materials used in multilayer applications. Commonly referred to as CoEx products or co-extrusion.
In some multilayer applications, it is required to use a barrier layer (e.g., oxygen barrier layer). However, the barrier layer usually does not bond with the main material. Here, an adhesive layer is required.
In contrast, a bottle made of three layers of the same plastic therefore does not need an adhesive layer, commonly known as ReCo.
Whenever different plastics are used, an adhesive layer is needed to hold the two layers together.
Example:
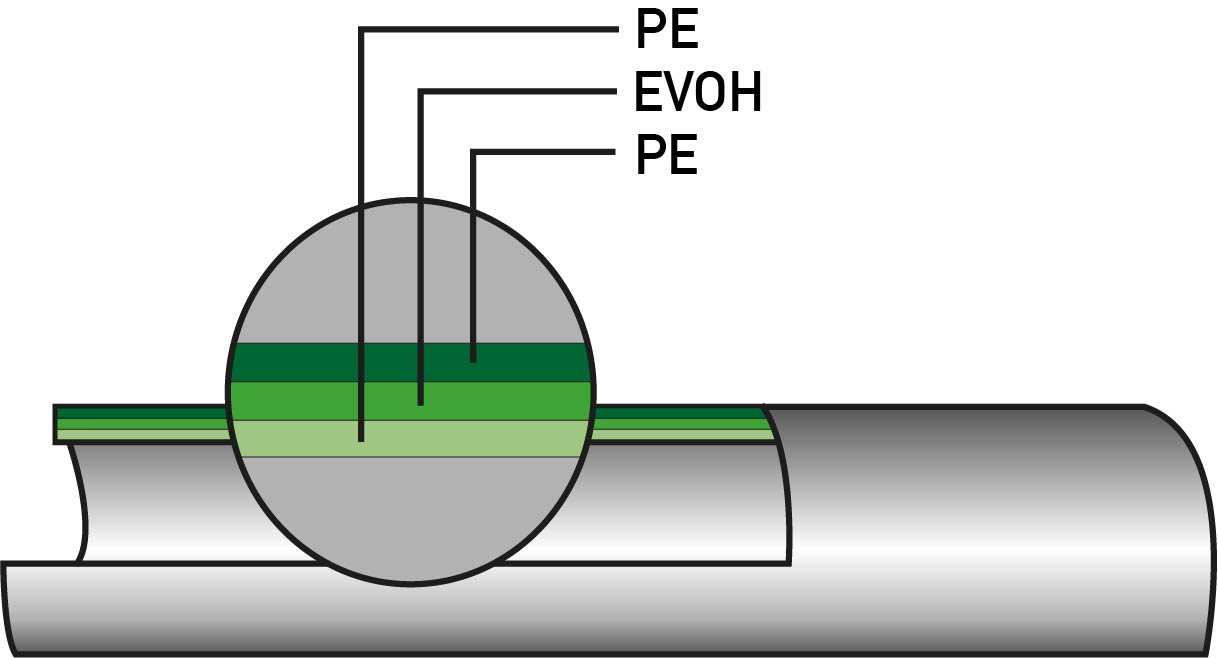
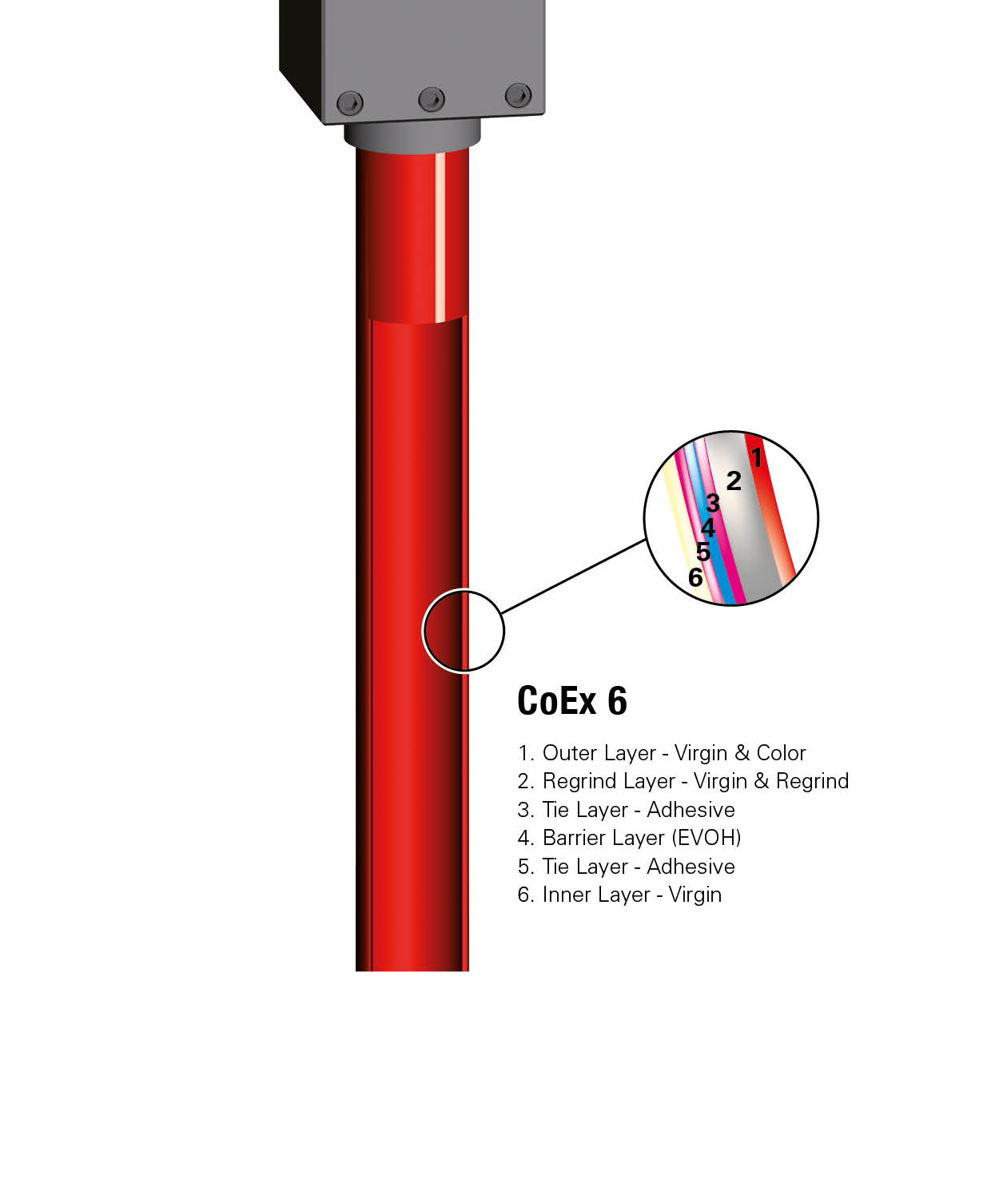
In a six-layer ketchup bottle, two adhesive layers bind the oxygen barrier and ensure lamination with the inner and outer HDPE layers. See picture of a CoEx6 layer setup.
Automotive
The automotive industry consists of companies and organizations that are responsible for the development, production and marketing of motor vehicles. The plastics industry is part of this because many plastic parts are also installed in motor vehicles. Besides large parts of the cabin, automobile tanks and air ducts or fuel pipes are also made of plastic.
Barrier layer
Blow-molded plastic parts are not always produced with just one layer of plastic (Monolayer), but often consist of several layers (multilayer). Depending on the area of application, hollow plastic bodies are produced with a barrier layer to improve their properties. Each layer has its own function. The barrier layer has the task of protecting the content of the container from environmental influences such as oxygen or UV light, or preventing the environment from the content of the container. The barrier layer can prevent leaking or hydrocarbon vapors to escape from gas tanks into the car.
Oxygen barriers increase the shelf life of food-based products. This prevents food from being thrown away and in some cases can make cooling unnecessary.
In the agricultural industry, the barrier layer keeps the chemical content of the container from leaking into the environment.
Examples in food packaging are ketchup and mustard bottles, water enhancers, and protein drinks. The use of preservatives is no longer necessary for these applications.
Technical products, like automotive and non-automotive fuel tanks, portable gas cans and filler pipes have a six-layer structure. One of the most used barrier layer material is EVOH (ethylene-vinyl alcohol copolymer). EVOH is particularly impermeable to oxygen and humidity. PA (Polyamide) is another commonly used barrier material. PA is less problematic if it comes in contact with the product.
Blow pin
The blow pin inflates the parison with compressed air and forms it into a blown part. After the extruded parison has emerged from the extrusion die in the required length, the blow mold closes, and the parison is cut, normally with a hot knife or spear knife. The mold then moves to the adjacent blowing station, where the blow pin enters the parison and forces it against the mold walls with cold compressed air. The compressed air is blown continuously into the article for several seconds until it is cooled down enough to hold its shape.
A special form of the blow pin is the blow needle. See needle blow.




Bypass system
When an accumulator head is equipped with a bypass system it is possible to run continuous blow molding with discontinuous equipment. The bypass system allows the melt flow to bypass the accumulator on its way from the extruder into the die head.
Continuous

In continuous extrusion the melt flow, which is constantly leaving the extruder, is formed by the die head into a parison without interruption.
While closing, the mold grabs the parison which then gets cut off by the cutting-knife. At this point, the continuously formed parison would hit the top of the closed mold. There are two solutions to prevent this:
- The extrusion unit "nods" up and the mold moves to the side into the blow station with the cut-off piece of parison. There, the blow pin inflates the article.
- The mold moves away downwards at an angle as soon as the parison has been cut.
Both solutions allow continuous parison flow without encountering the top of the mold.
Cooling time
While the parison is forced against the walls of the mold by the compressed air of the blow pin, the cold air works with the water-cooled walls of the mold to cool the article. Depending on the type of material and wall thickness of the article, the cooling time variates.
PE and PP have lower processing temperatures, PA and PC in comparison must be processed with higher temperatures, because of a higher melting point. Higher process temperatures require longer cooling time in the mold. Some machines are equipped with additional post-cooling stations outside the mold. The cooling time mainly depends on the size and thickness of the blown plastic part: the thicker the wall and the larger the part, the longer the cooling time.
Discontinuous
For heavy or larger articles, and processing of low-viscosity materials, or materials with a low hang-strength, discontinuous extrusion is necessary: The melted material is extruded into an accumulator (see accumulator head), shot pot, or stays inside the extruder itself.
From there, the parison will be ejected intermittently into the extrusion head. The accumulator works according to the first-in, first-out principle.
Extremely long parisons would start to stretch out and break under their own weight during continuous extrusion. The same happens even with shorter parisons when the material has a low viscosity point or low hang-strength.
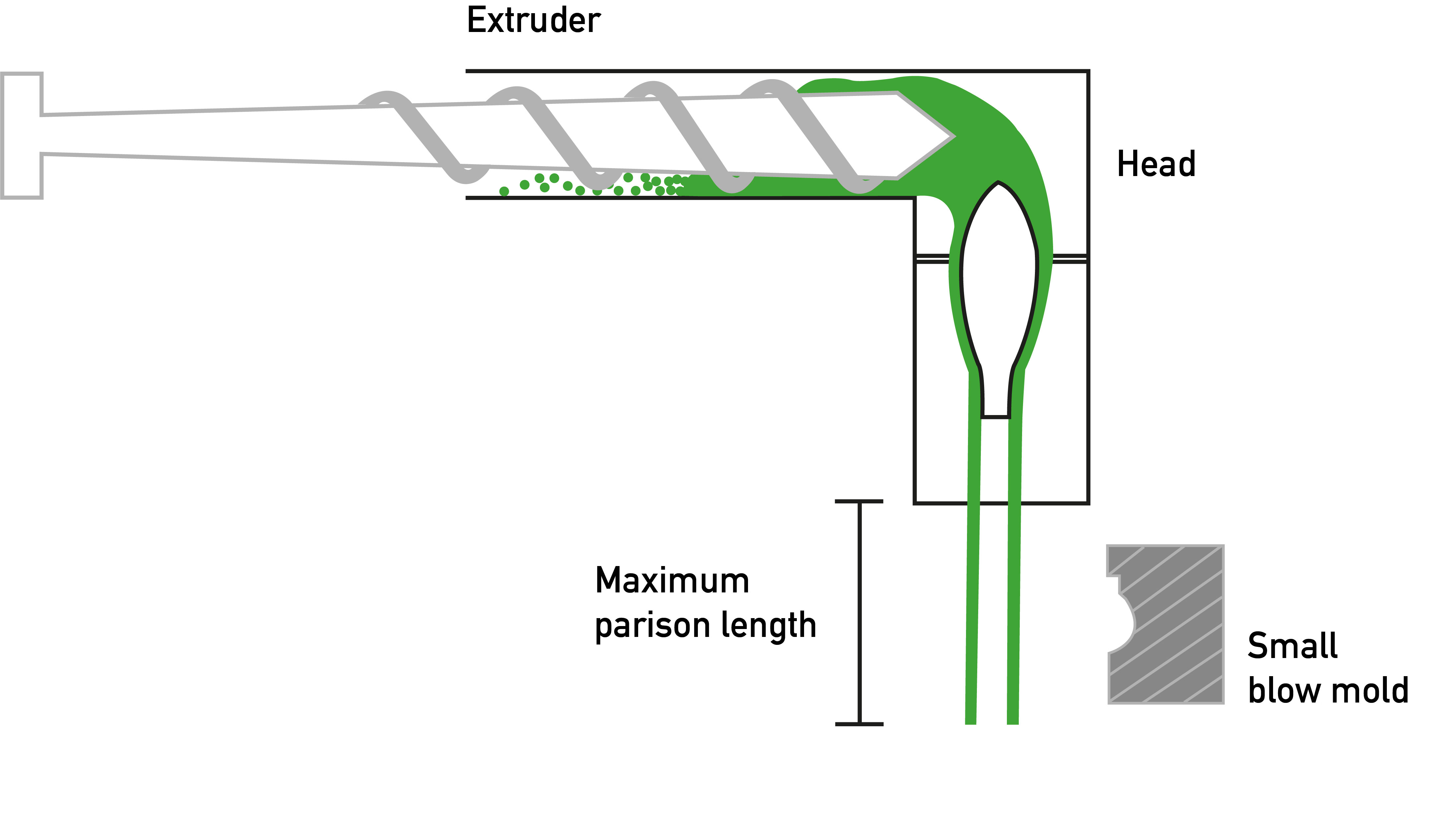
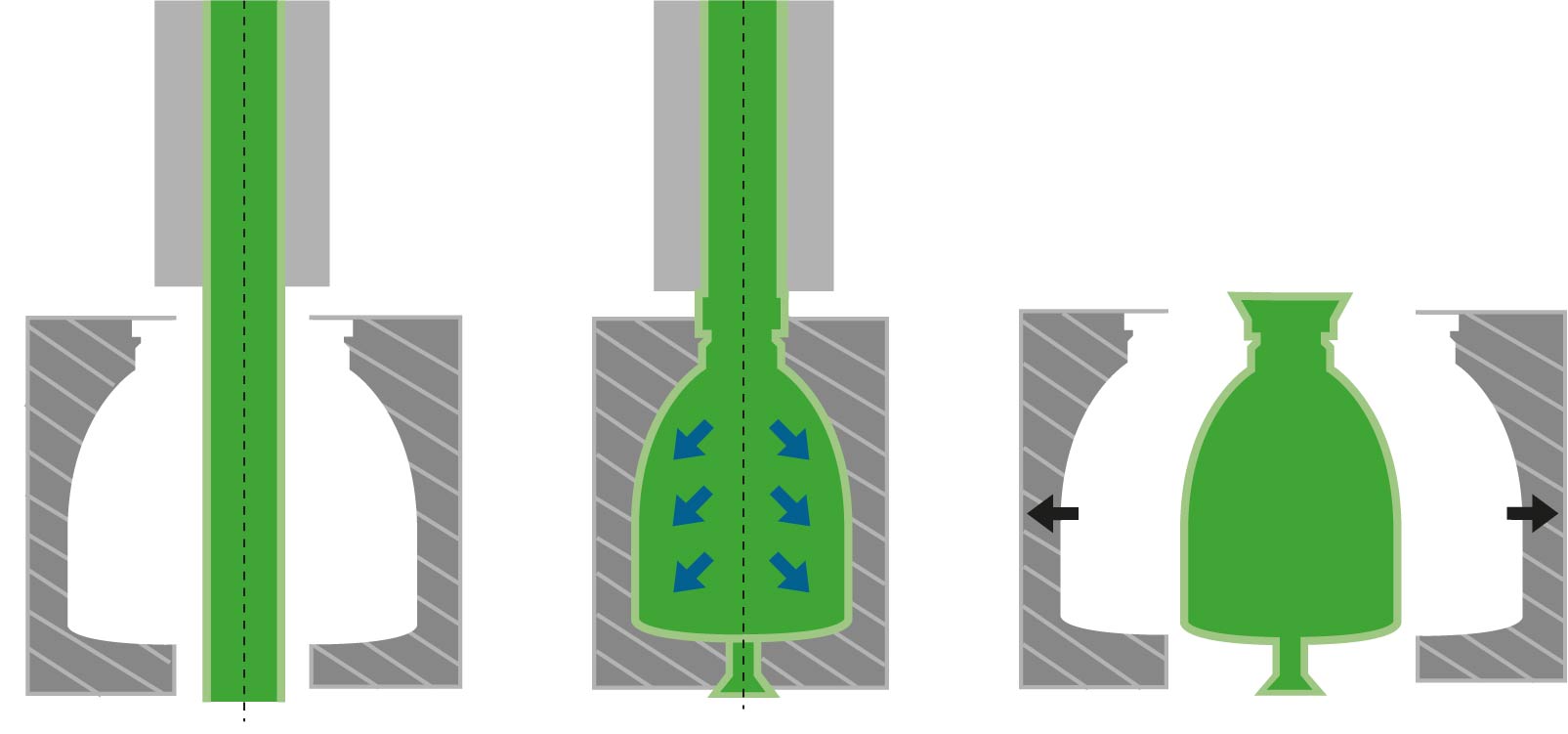
In discontinuous extrusion the melt gets pushed out of the accumulator in a short period of time in order to form a parison in the necessary length.
- Picture: Small articles do not require long parisons.
- Picture: The larger or heavier an article gets, the risk of uncontrollable parison stretching increases, which leads to thin spots or cracks in the article.
- Picture: In an accumulator head, the material is first completely plasticized and stored. This makes it possible to push out the parison much faster than in the continuous extrusion process.

Extruder
A homogeneous melt flow is essential to produce a perfect blow molded part. Before the extrusion head can form a parison, the plastic must be melted. Plastic for extrusion blow molding is usually provided in pellet form, also called resin. These plastic pellets are melted/plasticized in the extruder. They are filled into the extruder hopper and from there they enter the extruder through the feeding zone. The extruder screw melts and conveys the material to the ejection zone of the extruder. On its way from the feeding zone to the ejection zone the pellets are melted by heating elements and the friction generated by the screw. The initial heat is provided by heater bands installed around the extruder barrel, to insure uniform temperature of the individual heating zones.
For a homogeneous melt, the correct temperature, conveying speed and cleanliness in the extruder are crucial. Especially in multi parison production, a non-homogeneous melt can lead to uneven distribution in the manifold and pinolas.
Burned material or impurities will cause visible marks in the finished article.
In a multilayer application, various material combinations can be processed at the same time. In this case, each material requires a separate extruder with its own settings in terms of conveying speed, temperature & the right screw. Well-designed control systems like MERC play another important role in extrusion.
Filling goods

Filling goods can be food, cosmetics, chemicals, household products or pharmaceuticals. The type of product plays a decisive role in the design of its packaging because each has its own characteristics. And: not every packaging is suitable for every product.
Chemicals, for example, must be stored in containers that prevent the contents from diffusing into the environment.
Foods, especially dairy products, require light-impermeable packaging because light leads to photooxidative reactions, which would cause the contents to spoil quickly. Some foods have a longer shelf life with light- or oxygen-impermeable packaging. Some products require hot filling. Plastics used for hot filling are suitable for higher temperatures than other plastics.
First In, First Out
The First In, First Out principle guarantees that the material which is first extruded into the accumulator will also leave it first again. This ensures that the material is always exchanged and does not remain in the accumulator or shot pot for a long period of time leading to degradation.
Flash
The flash is the excess material, which is squeezed off by the two halves of the blow mold at the top and bottom of the parison. After the blow process, this “waste material” is removed in a secondary process called de-flashing.
This material is not waste material, because it can be shredded in a grinder and returned into the extrusion process. It can also be mixed with PCR (post consumer recyclate) and placed in the middle or regrind layer (see multilayer).
G
So far, there is no term to be found here yet.
Missing an explanation of an important term here?
Let us know here, we will add it immediately!
Head
The extrusion head is the heart of any blow molding machine. It forms one or more parisons from the melted plastic, which comes out of the extruder(s). It turns the solid melt flow into a hollow tube. This is done by pressing the plastic around or over a pinola before it leaves the die head as a parison.
There are different types of pinolas, depending on material and application.
Spiral pinolas and heart shape pinolas are the most common pinolas in multilayer applications. The spider-leg pinolas (or Torpedo) are ideally used for single-layer applications, as they allow fast color change times.
Most extrusion heads form more than one parison. In this case, a manifold splits the melt flow from the extruder into several melt flows which then feed each pinola separately.
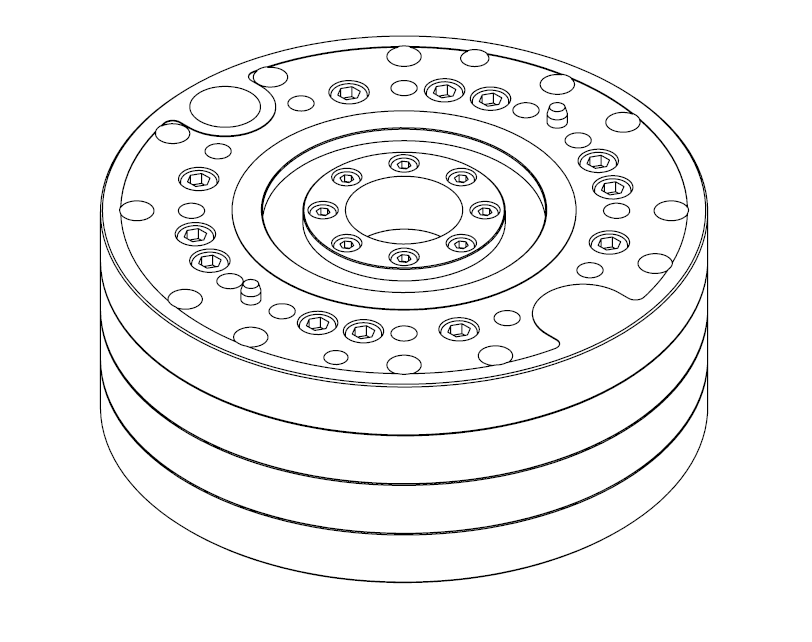
Heart shape pinola

Pinolas play an important role when it comes to the overall design of the extrusion head. There are different types of pinolas, the heart shape pinola, spiral pinola, ring distributor and the Torpedo/spider-leg pinola. They all form the plastic melt into a parison. The heart shaped pinola got its name from the flow channel design, which have the shape of a heart. This special channel design allows the incoming plastic to be formed into a parison. In multilayer applications, several pinolas are stacked into each other.
Heater band
Heater bands deliver the required heat for the plastic carrying parts of the extruder and extrusion head. They ensure that the material temperature stays stable during the complete extrusion process.
Heater bands are available in different sizes and shapes to fit perfectly to every part of the extruder and head. Some heater bands also include cooling fans.


I
So far, there is no term to be found here yet.
Missing an explanation of an important term here?
Let us know here, we will add it immediately!
J
So far, there is no term to be found here yet.
Missing an explanation of an important term here?
Let us know here, we will add it immediately!
L
So far, there is no term to be found here yet.
Missing an explanation of an important term here?
Let us know here, we will add it immediately!
Melting temperature
The melting temperature has an important role in processing plastic. It differentiates depending on the type of plastic (PP, PVC, PE, etc.), the density of the material (e.g. High-density PE or low-density PE), and its shape (regrind has a different shape and density than virgin material).
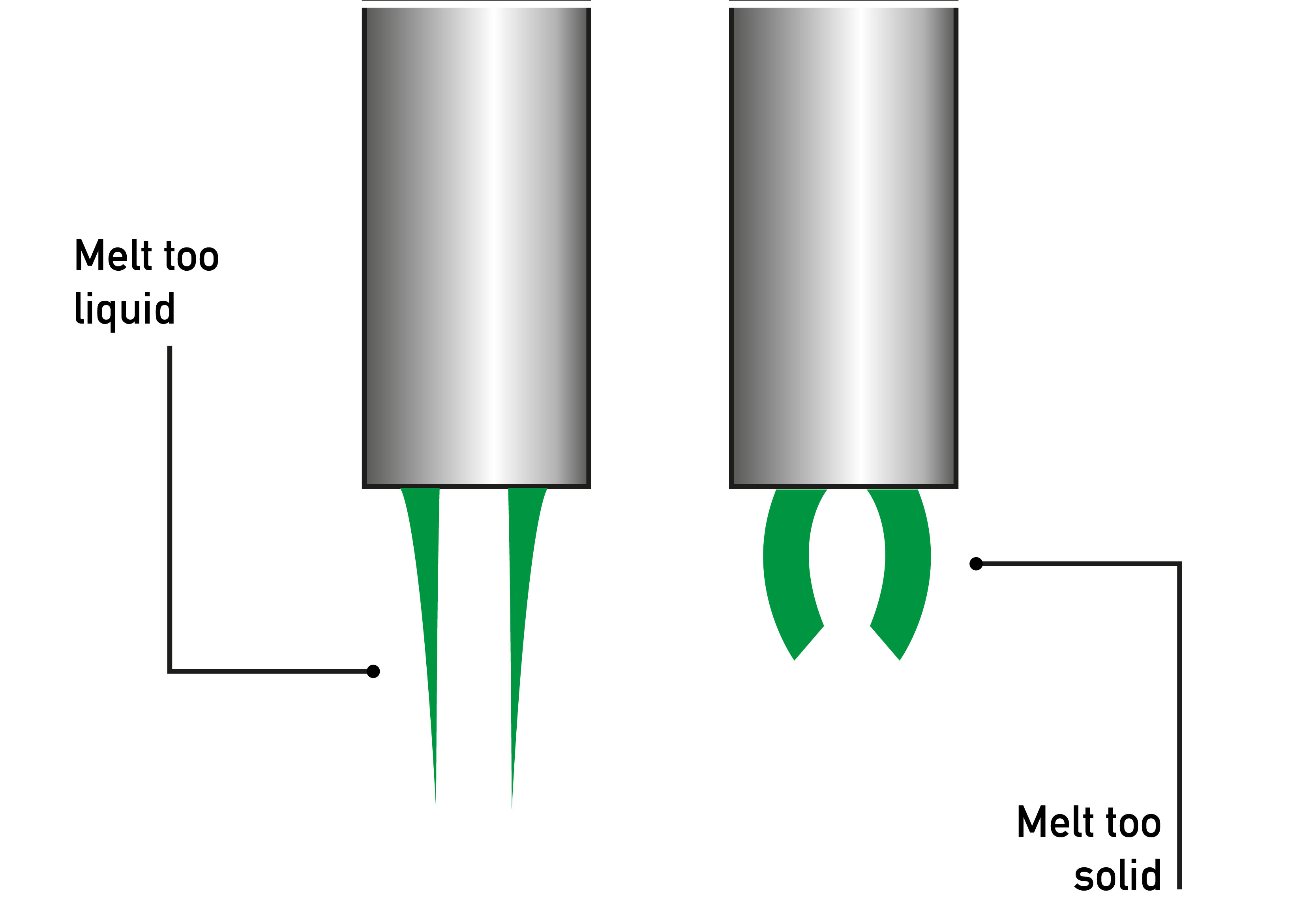
This needs to be considered to choose a good temperature profile for the extrusion system. If the material is processed too hot or too cold, it changes its viscosity and therefore the quality of the finished article.
Is the plastic too hot and almost liquid, it “drops” out of the head and is impossible to control. Is it too cold, more pressure is needed to “squeeze” it out of the head and the pinch off (welding line) might not bind properly.
Mono layer
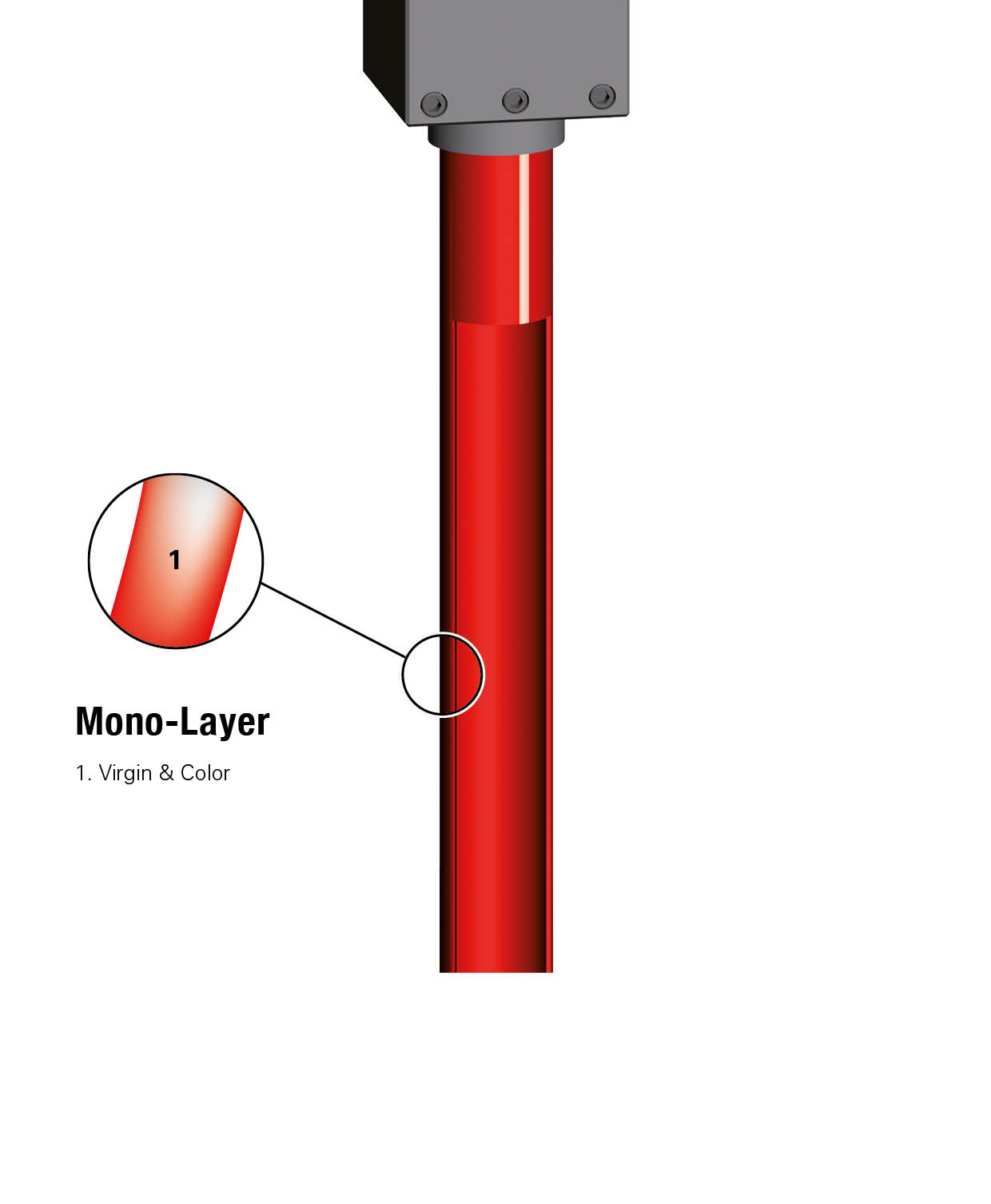
Or single layer containers have only one plastic layer. This makes it easy to recycle them. Many articles have a single layer structure - small bottles, technical parts or large containers.
W. MÜLLER monolayer heads are usually designed with a torpedo / spider-leg pinola.
These pinolas guarantee an equal material distribution on the complete circumference even when the throughput changes. They also provide the shortest possible color change time.
Multilayer
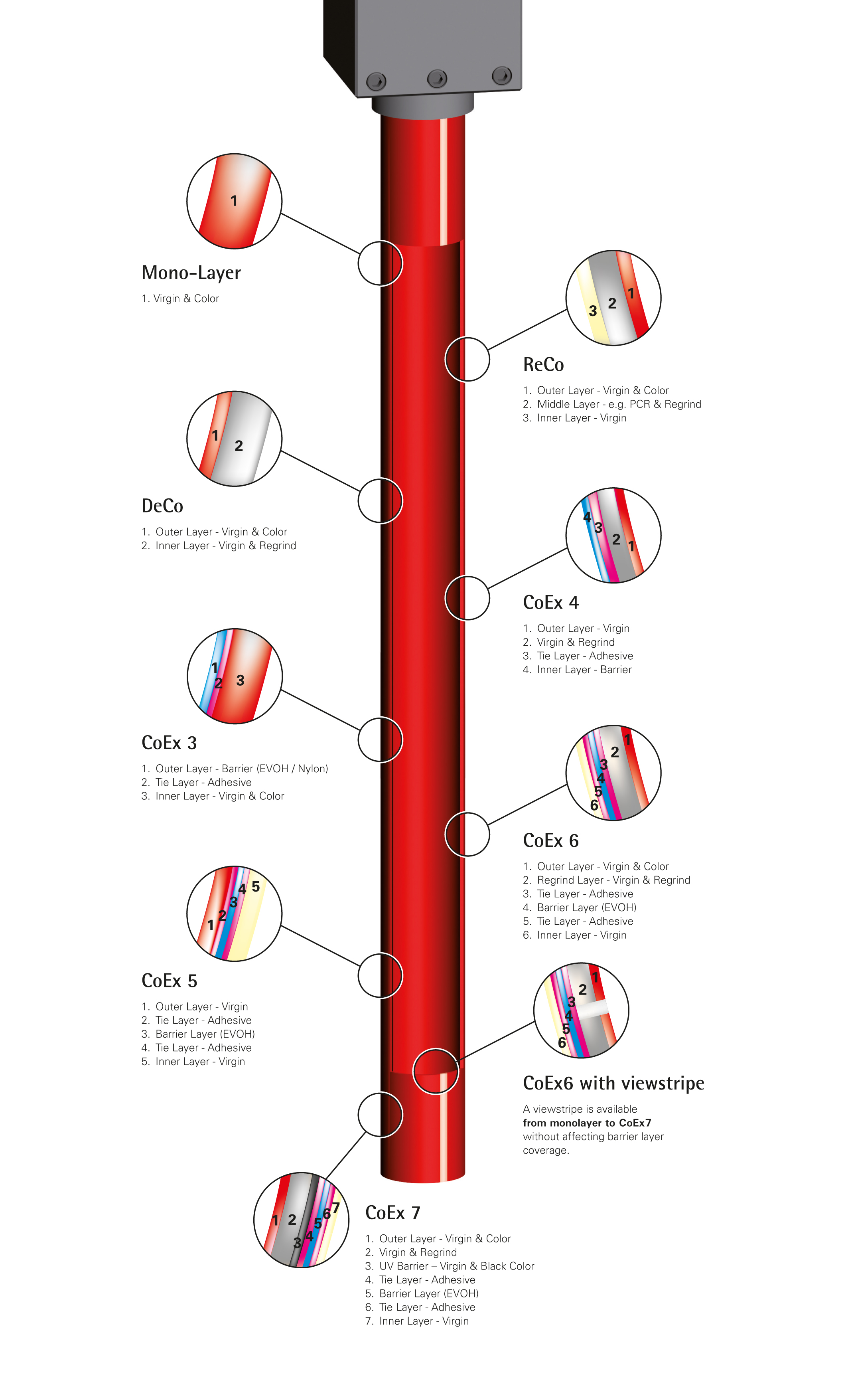
Multilayer heads - DeCo, ReCo or CoEx - process more than one plastic layer into a finished product.
The first multilayer or co-extrusion process has two layers (DeCo). DeCo is usually used to put a thinner outer-layer on top of the main material layer. For colored articles, the DeCoration layer reduces the amount of masterbatch (see additive) which is necessary to give the article the required color. This layer is also used for special effects like soft-touch, glitter effect, frozen effect and others. Its more cost effective as these very expensive additives and effect materials are only used in a very thin layer of the finished article.
A three layer application (ReCo) allows the use of more PCR (post consumer recyclates) or production regrind as these materials are used for the middle layer. This makes the finished article cost effective and more sustainable, which is an important step for a circular economy.
Four and more layers can add special properties to the finished article. Barrier and adhesive materials are usually a part of CoEx (CoExtruded) containers. Barrier layers help to protect the content of a container from environmental influences (e.g., in food applications) or they protect the environment from the content of the container (e.g., agrochemicals and aggressive household cleaners).
Needle Blow
Blown plastic parts with a separate chamber or squeeze-off hollow handle are manufactured with the help of a blow needle, which is basically a much smaller blow pin. As these separate areas of the article are not connected directly to the body of the article, the main blow pin can not form out these areas.
Outer layer
Many plastic articles are made of several layers. Depending on the area of application, requirements on the packaging can be different (e.g., protecting the content of a container from environmental influences, or protecting the environment from the content of the container, see multilayer). The outer layer can fulfill various requirements based on the function of the finished article.
Additives like color masterbatch, glitter, gloss or soft touch effects can make the article looking unique. This is very important for brand owners as it makes their products stand out from competitive products in the market.
Color gradation or decorative stripes can also be part of the outer layer.
P
So far, there is no term to be found here yet.
Missing an explanation of an important term here?
Let us know here, we will add it immediately!
Q
So far, there is no term to be found here yet.
Missing an explanation of an important term here?
Let us know here, we will add it immediately!
Ring distributor
The ring distributor is a short spiral nozzle, which is usually placed before the parison leaves the die head and it is fed by an accumulator. It is the perfect way to control color effects like gradation or to ensure perfect material distribution in thin body articles.
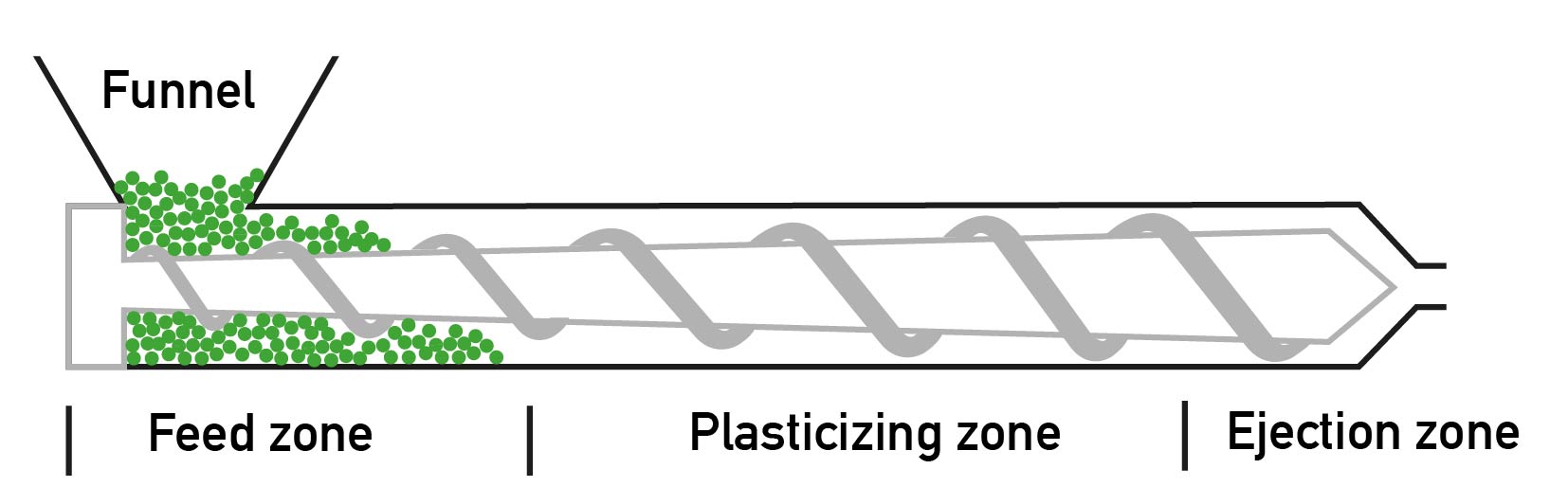
Screw
The screw is one of the main components of the extruder. Extruder screws have different zones: a feeding zone, a plasticizing zone and an ejection zone. Many screws are designed differently in order to meet the various properties of the different plastic materials, which the extruder must process.
The material enters the extruder at the feeding zone of the screw. In the plasticizing zone, the material reaches its melting point and gets compressed into a melt. The ejection zone finally pushes the melt flow into the extruder adapter, which is connected to the extrusion head. To achieve a homogeneous melt flow, mixing units can be added to the tip of the screw.

Spider-leg pinola
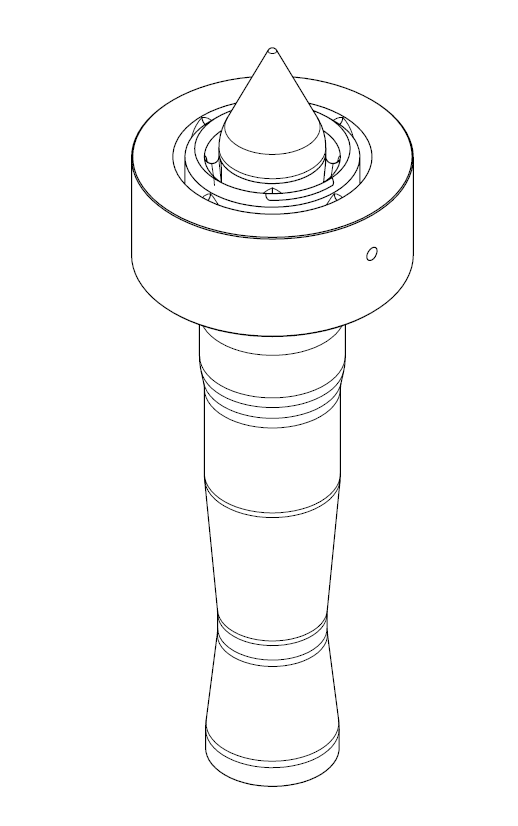
Pinolas play an important role when it comes to the overall design of the extrusion head. There are different types of pinolas, the heart shape pinola, the spiral pinola, the ring distributor and the spider-leg pinola/Torpedo. They all form the plastic melt into a parison. The spider-leg pinola got its name from the legs which hold the flow channel ring in its position. This special channel design allows the incoming plastic to be formed into a parison. In multilayer applications, several pinolas are stacked into each other.
These pinolas guarantee an equal material distribution on the complete circumference even when the throughput changes. They also provide the shortest possible color change time.
Spiral pinola
Pinolas play an important role when it comes to the overall design of the extrusion head. There are different types of pinolas, the heart shape pinola, the spiral pinola, the ring distribitor and the Torpedo/spider-leg pinola. They all form the plastic melt into a parison. The spiral pinola got his name from the design from the flow channels, which have the shape of a spiral. This special channel design allows the incoming plastic to be formed into a parison. In multilayer applications, several pinolas are stacked into each other.


Thermoplastics
Plastics are synthetic materials that can be divided into thermoplastics, elastomers, and thermosets. Thermoplastics can be divided into semi-crystalline (For example PE, PP and PA) or amorphous (PVC, PS, PC).
The molecular chains of elastomers and thermosets are cross-linked. In contrast, thermoplastics consist of linear or branched chain molecules that are connected to one another by knots and hooks. Unlike by cross-linking, the knots can be loosened again. This is where the characteristic property of thermoplastics comes from, namely that they become from rubber-elastic, through plastic-pasty to liquid when exposed to heat.
Elastomers and thermosets cannot be melted. Thermoplastics have the advantage that the molecular chains can be repeatedly heated and deformed without being severely damaged. This is why thermoplastics are suitable for the blow molding process. In the case of thermoplastics, there is also the option of feeding the flash in form of regrind back into the process.
Throughput
Torpedo
Please see spider-leg pinola.
U
So far, there is no term to be found here yet.
Missing an explanation of an important term here?
Let us know here, we will add it immediately!
V
So far, there is no term to be found here yet.
Missing an explanation of an important term here?
Let us know here, we will add it immediately!
X
So far, there is no term to be found here yet.
Missing an explanation of an important term here?
Let us know here, we will add it immediately!
Y
So far, there is no term to be found here yet.
Missing an explanation of an important term here?
Let us know here, we will add it immediately!
Z
So far, there is no term to be found here yet.
Missing an explanation of an important term here?
Let us know here, we will add it immediately!